产品详情
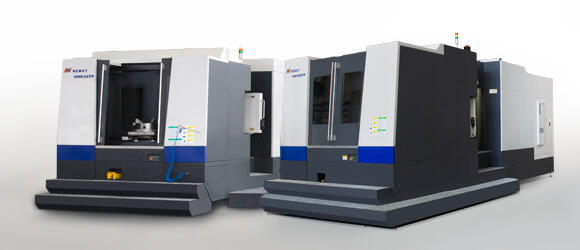
PM系列五轴龙门加工中心

PM-U系列五轴联动龙门加工中心:龙门框架固定,工作台在床身上的移动为X轴,主轴箱在滑鞍内移动为Z轴,滑鞍连同主轴箱在横梁上移动为Y轴。
摆头绕Z轴的旋转为C轴, 电主轴绕X轴的旋转为A轴。
该系列机床Z轴采用4条进口滚柱直线导轨环抱结构,保证传动刚性及快速响应性。
选用欧洲进口五轴头。多种规格主轴功率及转速可供客户选择。
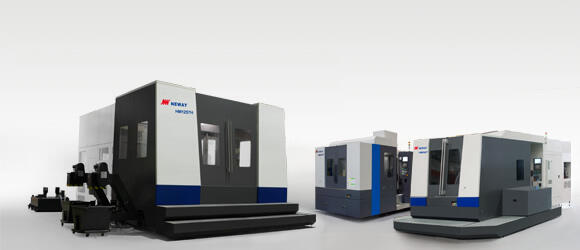
PMB-U高架五轴:
本机床采用工作台固定,横梁等部件前后移动的结构形式。进口A/C附件头配合电主轴、25m/min的快移速度、Z轴四线轨、大滑枕的结构具有高刚性、高速、稳定、高效等特点,适用于航空类零件的加工。
PMU五轴联动龙门加工中心以黑色及有色金属、铝合金、磨具钢等材料为加工对象,特别适用于复杂曲面零件的加工。具有高速、高精度、高柔性、环保等特点,是加工航空航天领域高端零件的首选。
本机床采用SIEMENS 840Dsl数控系统。欧洲进口AC摆头,刚性好,精度高,稳定性强。机床进给由三个直线坐标轴即X轴、Y轴、Z轴和两个旋转轴即C轴和A轴构成。三个直线坐标轴均采用SIEMENS伺服电机、进口滚珠丝杠驱动,配海德汉光栅尺,实现全闭环控制。A轴、C轴及电主轴通过力矩电机驱动,内置圆光栅反馈位置信号,保证摆头精度。

|
|

|
|

|
|
|
|
|
|
|
加工特点:
1.材料为复合材料,难加工材料
2.薄壁件容易变形
3.形位公差要求严格
4.形状复杂,外形变斜角变化大,外形多为双曲面,要求成形精确。
|
|
推荐机型:
PM2560U龙门加工中心
设备基本要求:
1.五轴五联动龙门五面体
2. 机床选择德国进口高速电主轴,A/C联动双摆头
3.采用重载滚柱直线导轨,摩擦力小、承载能力强、高速振动小、低速无爬行、定位精度高
4.主要铸件均经过有限元分析,筋格布置合理,充分满足机床高扭矩切削的需要
5.配置高性能HEIDENHAIN ITNC640数控系统,保证机床控制的稳定性,也保证了用户要求的数控加工功能和辅助功能
6.X、Y、Z三轴采用HEIDENHAIN进给驱动电机,稳定性好,运行可靠
|
|
加工工艺流程
采用五轴五联动龙门五面体,正反粗、精各两序加工
OP10:粗加工机翼背面
OP20:粗加工机翼正面
OP30:精加工机翼背面
OP40:精加工机翼正面
|
|
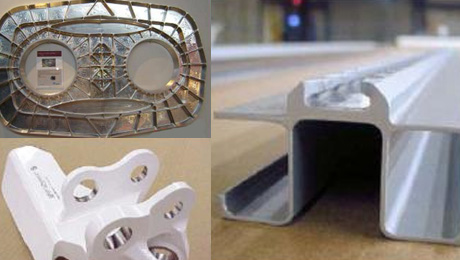
飞机制造中需要用机床加工的典型零件,主要有飞机机身结构件和发动机的关键零件两部分。
|
|
|

|
|
|
|
|
|
|
加工特点:
飞机机身结构件:
飞机机身结构件的典型零件有梁、筋、肋板、框、壁板、接头、滑轨等类件。且以扁平件、细长件、多腔件和超薄壁隔框结构件为主。毛坯为板材、锻件和铝合金挤压型材。材料利用率仅为5%-10%左右,原材料去除量大。目前,国内飞机零件,90%以上为铝合金及钛合金件,少量为不锈钢。这些零件都是薄壁结构,形状复杂,外形变斜角变化大,外形多为双曲面,要求成形精确。
|
|
推荐机型:
PM系列龙门加工中心
|
|
飞机制造中需要用机床加工的典型零件,主要有飞机机身结构件和发动机的关键零件两部分。
|

|
|

|
|
|
|
|
|
|
加工特点:
飞机发动机关键零部件:飞机发动机的关键件有机匣、各类叶片和整体叶盘,其结构特点如下:(1)、零件的轮廓尺寸越来越大。如有的梁类零件的长度已达到13m。(2)、零件的变斜角角度变化大,超薄壁等。最薄处尺寸只有0.76mm左右,所以,加工工艺刚性差。(3)、零件的结构越来越复杂,很多零件采用整体结构。(4)、零件的尺寸精度和表面质量要求越来越高,如有些零件加工后出现的毛刺等缺陷,不允许用人工去除。
|
|
推荐机型:
VNL系列数控立式车床
|

加工特点:
1.材料为复合材料,难加工材料
2.薄壁件容易变形
3.形位公差要求严格
4.形状复杂,外形变斜角变化大,外形多为双曲面,要求成形精确。
加工工艺流程
采用五轴五联动龙门五面体,正反粗、精各两序加工
OP10:粗加工机翼背面
OP20:粗加工机翼正面
OP30:精加工机翼背面
OP40:精加工机翼正面
推荐机型
PM2560U龙门加工中心 
设备基本要求:
1.五轴五联动龙门五面体
2. 机床选择德国进口高速电主轴,A/C联动双摆头
3.采用重载滚柱直线导轨,摩擦力小、承载能力强、高速振动小、低速无爬行、定位精度高
4.主要铸件均经过有限元分析,筋格布置合理,充分满足机床高扭矩切削的需要
5.配置高性能HEIDENHAIN ITNC640数控系统,保证机床控制的稳定性,也保证了用户要求的数控加工功能和辅助功能
6.X、Y、Z三轴采用HEIDENHAIN进给驱动电机,稳定性好,运行可靠