










产品详情

销售电话:陈经理 133-8215-0072
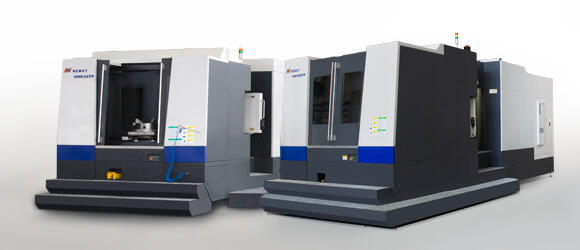
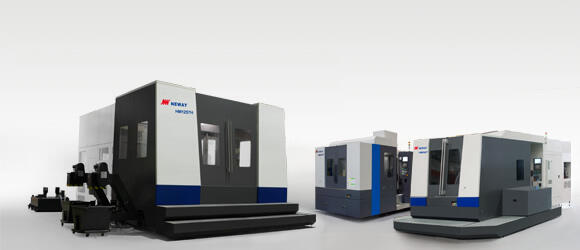
机床主体结构为倒T型,全动柱式结构,大跨距设计,高刚性,高强度。在加工过程中可以自动交换工作台和刀具,可一次装夹进行四个面的铣削,钻孔,扩孔,镗孔,铰削,攻丝等多种工序。现代化的机床及控制理念、紧凑的结构设计,保证高效率和高精度的单件或中小批量产品的加工要求。适用于进行箱体类零件的复杂加工。
产品特征 :

|

|
|
|
01、高刚性整体设计 经典倒T结构床身,保证整体高刚性,排屑、排水易处理。 |
02、螺旋排屑结构 立柱两侧螺旋排屑器与X轴两侧螺旋排屑器、链板提升器构成自动排屑系统,最大程度减少机床热变形,确保机床加工精度。 |
|

|

|
|
|
03、主变速 德国进口ZF齿轮箱,两档变速兼顾高速和低速大扭矩要求。 |
04、进口主轴、丝杠、导轨和轴承 台湾进口主轴、丝杠、导轨和轴承,精度高,寿命长 |
|
球阀球体
收缩



闸阀阀体
收缩






套管四通
收缩







锻钢阀阀体
收缩



球阀阀体
收缩







| 名 称 | 单位 | HM50TS(BT40) | HM50TS(BT50) | HM50TD(BT40) | HM50TD(BT50) | HM63TS | HM63TD | HM80TS | HM80TD | HM100TS | HM100TD | HM100TL | HM125TS | HM125TD | HM125TBS | HM125TBD |
| 工作台尺寸 | mm | 500×500 | 500×500 | 2-500×500 | 2-500×500 | 630×630 | 2-630×630 | 800×800 | 2-800×800 | 1000×1000 | 2-1000×1000 | 1000×1000 | 1250×1250 | 2-1250×1250 | 1250×1250 | 2-1250×1250 |
| 工作台最大载荷 | kg | 600 | 600 | 500 | 500 | 1200 | 1200 | 1600 | 1600 | 2000 | 2000 | 3500 | 4000 | 4000 | 4000 | 4000 |
| 工作台分度 |
1°×360 (0.001°×360000) |
1°×360(0.001°×360000) | 1°×360(0.001°×360000) | 1°×360(0.001°×360000) | 1°×360(0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
1°×360 (0.001°×360000) |
|
| 工作台交换时间 | S | / | / | 12 | 12 | / | 20 | / | 25 | / | 25 | / | / | 90 | / | 90 |
| 工作台交换驱动方式 | / | / | 液压 | 液压 | / | 伺服电机 | / | 伺服电机 | / | 伺服电机 | / | / | 液压 | / | 液压 | |
| 工作台最高转速 | r/min | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 5.5 | 5.5 | 5.5 | 5.5 | 5.5 |
| 最大工件直径/高度 | mm | 630×700 | 630×700 | 630×700 | 630×700 | 1000×1000 | 1000×1000 | 1300×1300 | 1200×1200 | 1300×1300 | 1300×1300 | 1800×1800 | 2000×2000 | 2000×1800 | 2000×2000 | 2000×1800 |
| 三轴行程X/Y/Z/W | mm | 750×650×650 | 750×650×650 | 750×600×650 | 750×600×650 | 1000×850×900 | 1000×850×900 | 1400×1050×1050 | 1400×1050×1050 | 1600×1100×1100 | 1600×1100×1100 | 2100×1300×1300 | 2200×1500×1500 | 2200×1500×1500 | 2200×1500×1500×500 | 2200×1500×1500×500 |
| 主轴端面至工作台中心距离 | mm | 150~800 | 50~700 | 150~800 | 50~700 | 200~1100 | 200~1100 | 250-1300 | 250-1300 | 250-1350 | 250-1350 | 300~1600 | 300~1800 | 300~1800 | 300~1800 | 300~1800 |
| 主轴中心至工作台面距离 | mm | 120~770 | 120~770 | 100~700 | 100~700 | 100~950 | 0~850 | 120-1170 | 0-1050 | 120-1220 | 0-1100 | 120~1420 | 120~1620 | 120~1620 | 120~1620 | 120~1620 |
| 三轴快移速度X/Y/Z | m/min | 30/24/30 | 30/24/30 | 30/24/30 | 30/24/30 | 30 | 30 | 24 | 24 | 24 | 24 | 20 | 20 | 20 | 20/20/20/5 | 20/20/20/5 |
| 主电机功率 | Kw | 11/15 | 11/15 | 11/15 | 11/15 | 18.5/22 | 18.5/22 | 22/26 | 22/26 | 22/26 | 22/26 | 22/26 | 22/26 | 22/26 | 22/26 | 22/26 |
| 主轴最高转速 | rpm | 8000 | 6000 | 8000 | 6000 | 4500 | 4500 | 4500 | 4500 | 4500 | 4500 | 4500 | 4500 | 4500 | 3500 | 3500 |
| 主轴扭矩 | N.m | 140/191 | 140/191 | 140/191 | 140/191 | 647/770 | 647/770 | 770/910 | 770/910 | 770/910 | 770/910 | 1155/1365 | 1155/1365 | 1155/1365 | 1155/1365 | 1155/1365 |
| 主轴锥孔 | 7:24锥度 NO.40 | 7:24锥度 NO.50 | 7:24锥度 NO.40 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | 7:24锥度 NO.50 | |
| 刀库容量 | 把 | 30(圆盘式) | 24(圆盘式) | 30(圆盘式) | 24(圆盘式) | 32(链式) | 32(链式) | 40(链式) | 40(链式) | 40(链式) | 40(链式) | 60(链式) | 60(链式) | 60(链式) | 60(链式) | 60(链式) |
| 刀柄型式 | MAS403 BT40 | MAS403 BT50 | MAS403 BT40 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | MAS403 BT50 | |
| 最大刀具直径/长度/重量 | mm/mm/Kg | Φ80/350/8 | Φ110/350/20 | Φ80/350/8 | Φ110/350/20 | Φ125/400/20 | Φ125/400/20 | Φ125/500/25 | Φ125/500/25 | Φ125/500/25 | Φ125/500/25 | Φ125/600/35 | Φ125/600/35 | Φ125/600/35 | Φ125/600/35 | Φ125/600/35 |
| 最大刀具直径(相邻无刀具) | mm | Φ150 | Φ250 | Φ150 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 | Φ250 |
| 换刀时间(刀对刀) | s | 2.33 | 3.8 | 2.33 | 3.8 | 4.75 | 4.75 | 4.75 | 4.75 | 4.75 | 4.75 | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 |
| 钻孔(正火中碳钢) | mm | Φ30 | Φ35 | Φ30 | Φ35 | Φ55 | Φ55 | Φ55 | Φ55 | Φ60 | Φ60 | Φ70 | Φ70 | Φ70 | Φ70 | Φ70 |
| 攻丝(正火中碳钢) | mm | M20 | M24 | M20 | M24 | M45 | M45 | M45 | M45 | M48 | M48 | M50 | M50 | M50 | M50 | M50 |
| 铣削(正火中碳钢) | cm3/min | 200 | 250 | 200 | 250 | 600 | 600 | 600 | 600 | 900 | 900 | 1000 | 1000 | 1000 | 1000 | 1000 |
| 定位精度(X/Y/Z) | mm | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 | 0.015 | 0.015 | 0.015 | 0.015 | 0.015 |
| 重复定位精度(X/Y/Z) | mm | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.006 | 0.010 | 0.010 | 0.010 | 0.010 | 0.010 |
| 定位精度(B) | " | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 |
| 重复定位精度(B) | " | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| 数控系统 | NEWAY FANUC / SIEMENS | |||||||||||||||
| 自动排屑器 | 双螺旋+链板排屑侧排 (备注:HM125TBS/TBD镗杆直径Φ110) | |||||||||||||||
| 机床净重 | kg | 12000 | 12000 | 13000 | 13000 | 18000 | 21000 | 20000 | 23000 | 21000 | 24000 | 34000 | 35000 | 35000 | 35000 | 38000 |
