产品详情

销售电话:陈经理 133-8215-0072
SMG系列数控球面磨床是一种新型的数控球面磨床,底座采用T型结构,立柱采用框型结构,具有高强度、高刚性的特点。机床的磨头安装在主轴上,工件在一次装夹后可以自动连续地完成表面磨削加工。特别适用于中、小型球面零件的加工,广泛应用于球阀的磨削。
 球阀阀体
球阀阀体
|
|

|
|
|
|
|
|
|
|
|
|
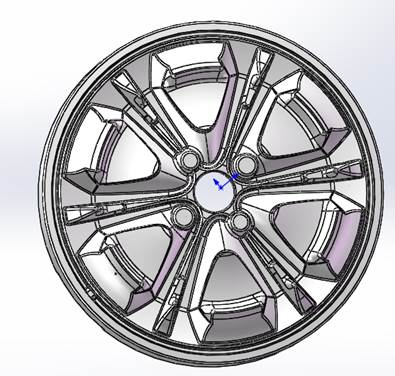
加工特点:
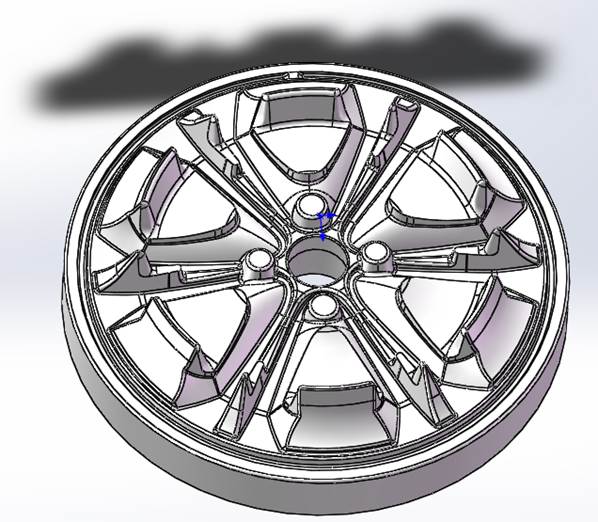
1.轮毂模具,材料为模具钢,硬度在HRC28-32左右。
2.模型型腔比较深刀具长,需要机床能重切保证高刚性。
3.粗加工需要快速去除余量,需要大刀量切削。
|
|
推荐机型
VM903H立式加工中心
设备基本要求:
1. 8000主轴;
2.主轴环喷;
3.三轴硬轨
4.配1:4传动比齿轮箱;
|
|
加工工艺流程
1.OP10:以外形定位粗加工背面
2.OP20:以OP10加工完成的定位销孔一面两销定位粗加工正面
3.OP30:以OP20加工完成的基准边定位,半精和精加工背面
4.OP40:以OP10加工完成的定位销孔一面两销定位半精和精加工正面
|
|
超大型轮胎模形状较复杂,加工余量大,加工精度要求高,需要采用多块分开加工,最终拼合而成,直径可达2M-6M。
|
|
链轨节为35MnB锻造毛坯。毛坯外形不规则,装夹困难。U钻加工D32孔切削力大,对夹具要求高刚性。
|

|
|

|
|

|
|
|
|
|
|
|
加工特点:
链轨节为35MnB锻造毛坯。毛坯外形不规则,装夹困难。U钻加工D32孔切削力大,对夹具要求高刚性。
|
|
推荐机型:
VM1103H立式加工中心
特殊配置:
1.MRNC255数控分度盘;
2.DAT255强力尾座;
|
|
加工工艺流程
1.以工件侧边主定位夹紧,一次装夹两个工位,利用四轴旋转加工销孔及侧面螺纹孔,千分之一度的四轴转台可加工工件任意角度孔系,工件底部用辅助支撑缸可支撑U钻加工较大的切削力,两工位中间用涨紧器可保证工件侧面贴近定位面,可保证夹具重复定位准确。
2.辅助支撑缸接触工件力2-3KG,支撑力可达到500KG。
3.涨紧器适合空间较小的夹紧场合。
|
|
油缸主体毛坯为铝型材,为薄壁件,采用夹套夹紧;内孔400MM圆柱度0.018,深孔镗削采用减震刀杆+加固镗刀座。
|
|
支重轮支撑着挖掘机与推土机的重量,让履带沿着轮子前进。一般为45钢、40Mn2等材料,主要工艺铸造或锻造,机械加工,然后进行热处理,轮子表面淬火后的硬度要达到HRC38左右,以增加轮子表面的耐磨性。
|

|
|

|
|

|
|
|
|
|
|
|
加工特点:
支重轮支撑着挖掘机与推土机的重量,让履带沿着轮子前进。一般为45钢、40Mn2等材料,主要工艺铸造或锻造,机械加工,然后进行热处理,轮子表面淬火后的硬度要达到HRC38左右,以增加轮子表面的耐磨性。
|
|
推荐机型:
NL503H卧式数控车床
设备基本要求:
1.同轴要求高,涨套自定心夹紧;
2.强力切削,高刚性床身、床鞍;
3.支重轮材质:45钢、40Mn2等,硬度高,配置高刚性主轴;
4.深孔镗削,高刚性镗刀杆;
5.机床不需要配置尾架刀杆
|
|
加工工艺流程
OP10 三爪卡盘定位夹紧加工右端面及内孔;
OP20 弹性涨套定位夹紧加工右端面及内孔
|
|
差速器壳体材料为QT400-18/QT450-10。左、右差速器壳体合体后加工,保证两轴承肩外圆同轴度0.02。
|

|
|

|
|

|
|
|
|
|
|
|
加工特点:
差速器壳体材料为QT400-18/QT450-10。左、右差速器壳体合体后加工,保证两轴承肩外圆同轴度0.02。
|
|
推荐机型:
NL504SA卧式数控车床
设备介绍:
NL504SA数控车床采用卧式整体斜床身结构、矩形贴塑滑动导轨,动态特性好,刚性强,排屑性能好,操作方便,外观宜人,是一款性价比优良的机床,可以广泛应用于各行业。
|
|
加工工艺流程
OP10 两顶尖定位、内涨套驱动方式,一次装夹分别加工左、右差速器壳体的小端外圆及轴端面;
OP20 反手刀车削外圆
|

|
|

|
|

|
|
|
|
|
|
|
加工特点:
1.外壳铝件壁厚超薄,外形尺寸大
2.外壳没有预留夹紧位置
3.外壳易产生装夹变形 和加工变形
|
|
推荐机型:
VM903HL立式加工中心
设备基本要求:
1. 12000转直联主轴;
2.快移速度X/Y轴40米/分钟,Z轴36米/分钟
3.CNC-250数控转台以及强力尾座;
4.实现产品轻快切削
|
|
加工工艺流程
OP10:采用气动真空吸盘吸紧工件,解决工件夹紧变形,加工平面以及平面孔系,配四轴旋转加工两边孔系,采用高转速,快走刀,轻切削的方式解决切削变形。
|
|
笔记本电脑外壳毛坯为铝薄壁件,工件加工易变性,加工机床进给要求高速 快进给加工。
|

|
|

|
|

|
|
|
|
|
|
|
加工特点:
笔记本电脑外壳毛坯为铝薄壁件,工件加工易变性,加工机床进给要求高速 快进给加工。
|
|
推荐机型:
VM702H立式加工中心
设备基本要求:
换刀时间(刀对刀)1.7S
三轴快移速度可达48/48/40
主轴最高转速10000转
整机通过计算机优化设计,保证整体刚性和结构紧凑。各铸件通过有限元分析、优化内部结构,使其达到,受力最佳状态布局合理先进,机床刚性好排屑、排水易处理操作方便、人机交互性强。
|
|
加工工艺流程
OP10工装:外形浮动销定位加工正面相关内容。
OP20工装上序加工完成的两销孔定位。
|
手机外壳一般材料为铝件,一般加工要求铣两面 打孔 攻丝 工件加工一般都采用高速加工
电路板一般产品比较小,小螺纹很多,要求加工数控机床能高速攻丝 快速移动
收缩
|
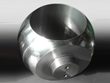
专利设计,工件垂直安装,最大限度降低球体的装夹变形,保证球的圆度。
|

|
|

|
|

|
|
|
|
|
|
|
工件介绍:
工件名称:16寸球体
工件材料:段钢
加工余量:0.3MM
加工部位:精磨球体
加工时间:38MI
|
|
推荐机型:SMG数控球面磨床
加工特点:
专利设计,工件垂直安装,最大限度降低球体的装夹变形,保证球的圆度。
采用进口大功率,高精度磨床主轴单元及精密数控回转工作台,保证整机高精度。
标配吸雾装置,最大限度保护环境
|