





产品详情
环氧粉末是一种防腐结构,是*一代应用于长距离输水管道的防腐形式,与传统输送管道对比,具有诸多优势特点,管道外防腐为3PE,管道内防腐为熔结环氧粉末,管道内壁的防腐标准达到了食品级防腐钢管工程按照国家标准施工可以埋地使用50年保证管道正常使用。环氧粉末防腐钢管--外3PE内熔结环氧防腐钢管是在外单层聚乙烯内环氧复合钢管的基础上升级换代产品,是目前埋地长输管线*的钢管防腐形式
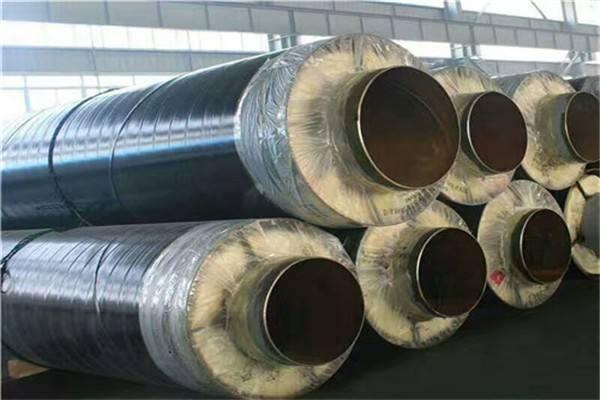
外壁采用热熔结缠绕工艺底层环氧树脂中间层胶黏剂、外层聚乙烯形成三层结构的防腐层内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上形成钢塑合金层,简称环氧粉末钢管极大提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力该产品于2009年获取国家实用新型专利。20年获得国家火炬项目。环氧粉末钢管填补了国内钢管*防腐的空白,价格与单层聚乙烯内熔结环氧复合钢管相差无几,耐腐蚀能力提高了3-5倍
内外涂环氧粉末钢管首先对基管做预处理----对钢管进行打磨(优点:自动喷涂使基材内外壁涂层均匀,流平性好。打磨好的钢管放入电热烘箱进行预热,当温度达到230°~250°(一般预热一个半小时左右))----对预热好的管材进行涂装----涂装好后,放入固化箱固化(当温度达到200度时保持15分钟)----成品。喷涂后加热设备预热到180度对喷涂好的基材进行固化.
优点:喷涂的时候环氧树脂粉末还没有完全的熔结于基材内外壁,经过30分钟的预热固化,使环氧树脂内的固化剂完全固化,使得内外壁的涂层附着力更强在我国*早的内外涂环氧树脂钢管基管都是镀锌钢管,后来发现内壁镀锌层对提高内涂层附着力没有好处,反而有影响,同时增加了镀锌工艺的成本,为了提高内涂层的附着力,对镀烯内外喷涂工艺:采用静电吸附理论,
通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在加热后的钢管外壁上。内外涂环氧树脂钢管首先对基管做预处理----对钢管进行打磨(优点:自动喷涂使基材内外壁涂层均匀,流平性好。打磨好的钢管放入电热烘箱进行预热,当温度达到230°~250°(一般预热一个半小时左右))----对预热好的管材进行涂装----涂装好后
外壁采用热熔结缠绕工艺底层环氧树脂中间层胶黏剂、外层聚乙烯形成三层结构的防腐层内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上形成钢塑合金层,简称环氧粉末钢管极大提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力该产品于2009年获取国家实用新型专利。20年获得国家火炬项目。环氧粉末钢管填补了国内钢管*防腐的空白,价格与单层聚乙烯内熔结环氧复合钢管相差无几,耐腐蚀能力提高了3-5倍
内外涂环氧粉末钢管首先对基管做预处理----对钢管进行打磨(优点:自动喷涂使基材内外壁涂层均匀,流平性好。打磨好的钢管放入电热烘箱进行预热,当温度达到230°~250°(一般预热一个半小时左右))----对预热好的管材进行涂装----涂装好后,放入固化箱固化(当温度达到200度时保持15分钟)----成品。喷涂后加热设备预热到180度对喷涂好的基材进行固化.
优点:喷涂的时候环氧树脂粉末还没有完全的熔结于基材内外壁,经过30分钟的预热固化,使环氧树脂内的固化剂完全固化,使得内外壁的涂层附着力更强在我国*早的内外涂环氧树脂钢管基管都是镀锌钢管,后来发现内壁镀锌层对提高内涂层附着力没有好处,反而有影响,同时增加了镀锌工艺的成本,为了提高内涂层的附着力,对镀烯内外喷涂工艺:采用静电吸附理论,
通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在加热后的钢管外壁上。内外涂环氧树脂钢管首先对基管做预处理----对钢管进行打磨(优点:自动喷涂使基材内外壁涂层均匀,流平性好。打磨好的钢管放入电热烘箱进行预热,当温度达到230°~250°(一般预热一个半小时左右))----对预热好的管材进行涂装----涂装好后
放入固化箱固化(当温度达到200度时保持15分钟)----成品。喷涂后加热设备预热到180度对喷涂好的基材进行固化,优点:喷涂的时候环氧树脂粉末还没有完全的熔结于基材内外壁,经过30分钟的预热固化,使环氧树脂内的固化剂完全固化,使得内外壁的涂层附着力更强。环氧粉末防腐结构:采用静电喷涂工艺在钢管表面涂敷环氧粉末,一次成膜该涂层具有涂敷操作简便。




