






产品详情
新能源汽车 电机端子漆包线焊接机热压焊工艺价格厂家的详细信息
- 品牌:精源电子
- 型号:JYD-40AL/AT
- 类型:垂直运动式
- 电源类型:直流脉冲
- 冷却方式:水冷
- 控制方式:自动
- 是否数控:数控
- 焊接方式:压力式
- 频段:中频
- 驱动形式:自动
- 焊接原理:对焊
- 用途:焊接
- 额定容量:16kVA
- 额定负载持续率:10%
- 工作周期:1s
- 最大储能量:-J
- 焊接频率:-
- 最大焊接厚度:40mm
- 焊接材质:加铜端子的漆包线
- 外形尺寸:380*165*300 375*172*236mm
- 重量:12/20kg
新能源汽车 电机端子漆包线焊接机热压焊工艺价格厂家
漆包线铜端子焊接的原理
采用中频逆变直流点焊机焊接。
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。
特点:
1、 不用事先去漆皮,不用焊锡。效率高,成本低,环保。
1、焊接牢固,承受拉力大,并且承受拉力一致性高;
2、压痕小,变形量小,并且压痕变形量比较一致。
应用行业:
汽车电机电磁阀焊接、换向器转子焊接、空调变频电机焊接、接触器焊接、马达端子、汽车电子零部件
中频逆变直流点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ,通电时间控制周期为0.25ms,放电时间可任意控制;
2、可实时监控电流、电压、功率;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。节能50%以上。
精密点焊机适合什么产品焊接?
1、 精密器件的焊接,一般交流焊机、储能焊机达不到焊接理想要求的;
2、 对焊接工艺要求高;
3、 要求焊接效果一致性高,要求美观;
4、 要求没有虚焊;
精密点焊机应用哪些行业?
汽车电子、汽车零部件、智能卡、银行智能IC卡、电感、电阻、继电器、低压电器、电容器、电光源、传感器、电声、温控器、滤波器、微型电机、精密五金、变压器、小家电、LED、电池、线束成型压方等等
中频逆变直流点焊机适合哪些材料焊接?
铜合金铜片焊接、铜线焊接、漆包线焊接、极薄不锈钢焊接、镀镍材料焊接、镀锡材料焊接
中频逆变直流点焊机和电容储能焊机优劣势对比
逆变直流点焊机
电容储能点焊机
电流控制
焊接电流为脉动直流,无交流过零不加热工件的缺点。
每一个焊接周波为0.25毫秒(4kHz逆变频率),每0.25毫秒自动检测输出电流,保证了输出电流的一致性,避免了受电网波动影响,避免了虚焊的情况。
控制精度高,焊接时间可控制在N个周波。
电容贮能焊机将电容中储存的能量一次性释放给焊接回路,输出能量调节靠控制电容的充电能量完成,通常有调节充电电压和电容容量两种方法,输出电流为脉冲电流,时间不能通过电子控制来调节。电流控制相对差些。
长期稳定性
不需更换核心零部件,能保证长期电流输出的稳定和一致。保证了焊接的一致性。
核心部件电容器是消耗品,需要定期检测电容器的能量,就像充电电池、笔记本电池一样,用了一段时间后,同样充满电,但能量已经不一样了。需要更换电容器。
焊接速度
焊接速度快,实际每分钟输出焊点可达500个,.高可输出焊点每分钟可达1200个焊点。
完全可配套自动化焊接设备。
电容贮能焊机需要合理的电容充电过程(否则电容容易损坏),降低了生产速度。
节能效果
逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
可节能50%以上。
电容贮能焊机的变压器实际工作在更低的频率,变压器铁心更大,损耗加大;电容充电回路也增加损耗。
设备体积与重量
逆变直流电阻点焊机变压器小、没有庞大的电容器组,设备较轻巧。
电容贮能焊机的变压器铁心大,储能电容也占据相当空间,设备笨重。
电极寿命
电极损耗小,可恒压
电极损耗较大
价格
价格稍贵(一次性投资)
价格稍便宜。但定期需要更换电容器,功率大的电容器价格也较贵。
电机铜管端子漆包线熔接,马达圆形裸端子焊接,C型窥口接线端子漆包线熔接
接线端子电磁线熔接,裸端子漆包线焊接,管形端子热熔接,铜管端子与电磁线,漆包线熔接
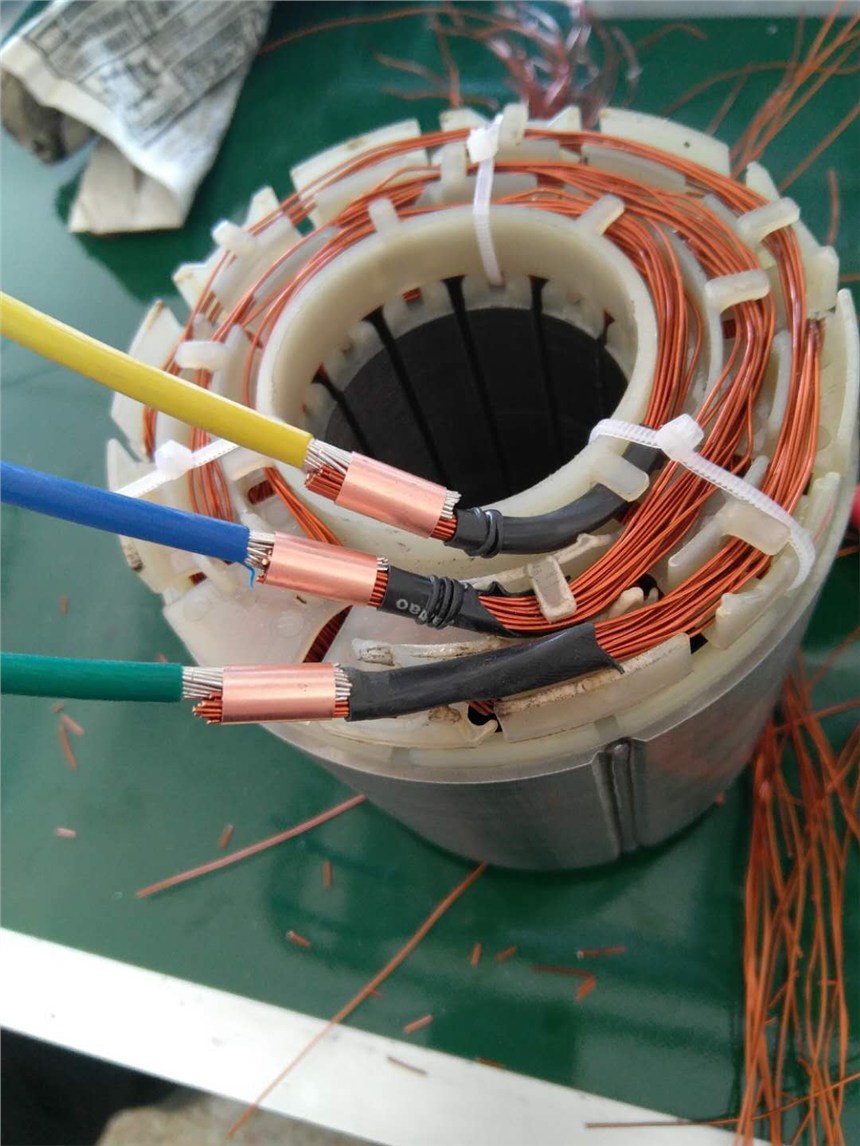
铜管漆包线(电磁线)熔接机热压焊工艺:
主要用于马达换向器、电磁阀线圈、变频电机等的焊接。
漆包线铜端子热压焊从原理上讲和电阻焊接一样,是把端子与有绝缘层的引线进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层这一工艺过程。
接线端子漆包线热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。
接线端子漆包线热压焊熔接是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
特别要注意导线的断线、镀层剥离不足、压夹不足等不良情况。也就是说要确实施行前面所述的品质管理工作。
JYD-40AL/AT铜管电磁线熔接机工作过程和步骤:
作为焊接支持,JYD-40AL/AT焊接机需要用到连接器或接线头(线耳)。一旦将连接器或接线头(线耳)在电极间放好,一个气动缸系统会使其锁定,以便能插入电线和电缆。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,同时电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
铜端子漆包线熔接机设备功能:
JYD-40AL/AT型焊接机的所有功能都由一个带显示屏和按钮的板面控制,在此定义了与焊接有关的所有参数。通过它可以管理60个功率值不同、焊接启用和间歇时间及斜坡时间不同、重复次数不同的程序。不同的焊接程序可以组合为一个循环,以便能将这些程序按一定的顺序不断地重复下去。LN-RRJ65型焊接机可以最多管理60个不同的循环。
事实上JYD-40AL/AT型焊接机可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
铜端子漆包线熔接机可选配件
PC接口软件;指示灯;冷气发生器;补充级气缸等等。?带有或不带有活性炭的抽气机;液压升降台;直径不同的电极;
铜端子漆包线熔接机技术参数:
电压: 380 V(±5%)50-60Hz 最大功率(占空因数):16KVA(50%)
工作压力: 6bar/0,6MP(冷空气发生器 7bar/0.7MP) 工作温度: +10°C÷+40°C
要求的空气流量: 19L/min(冷空气发生器 700L/min) 工作湿度: 0%-85%无冷凝
焊接温度: 600°C 耗气量: 5 L/min(冷空气发生器 700L/min)
程序数 60 点焊头压力范围: 气路/油路系统最大1000 Kg
循环数/分钟 15 焊接时间: 依焊接类型而定
电极直径: 6-35mm(外部) 循环平均时间: 4"
焊接范围: 整个截面直至 300 mm2 尺寸:(长x宽x高)mm 700x880x1520
最高声压级别: 加权声功率级 72 DBA
铜管电磁线熔接机的优势
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
采用中频逆变直流点焊机焊接。
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。
特点:
1、 不用事先去漆皮,不用焊锡。效率高,成本低,环保。
1、焊接牢固,承受拉力大,并且承受拉力一致性高;
2、压痕小,变形量小,并且压痕变形量比较一致。
应用行业:
汽车电机电磁阀焊接、换向器转子焊接、空调变频电机焊接、接触器焊接、马达端子、汽车电子零部件
中频逆变直流点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ,通电时间控制周期为0.25ms,放电时间可任意控制;
2、可实时监控电流、电压、功率;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。节能50%以上。
精密点焊机适合什么产品焊接?
1、 精密器件的焊接,一般交流焊机、储能焊机达不到焊接理想要求的;
2、 对焊接工艺要求高;
3、 要求焊接效果一致性高,要求美观;
4、 要求没有虚焊;
精密点焊机应用哪些行业?
汽车电子、汽车零部件、智能卡、银行智能IC卡、电感、电阻、继电器、低压电器、电容器、电光源、传感器、电声、温控器、滤波器、微型电机、精密五金、变压器、小家电、LED、电池、线束成型压方等等
中频逆变直流点焊机适合哪些材料焊接?
铜合金铜片焊接、铜线焊接、漆包线焊接、极薄不锈钢焊接、镀镍材料焊接、镀锡材料焊接
中频逆变直流点焊机和电容储能焊机优劣势对比
逆变直流点焊机
电容储能点焊机
电流控制
焊接电流为脉动直流,无交流过零不加热工件的缺点。
每一个焊接周波为0.25毫秒(4kHz逆变频率),每0.25毫秒自动检测输出电流,保证了输出电流的一致性,避免了受电网波动影响,避免了虚焊的情况。
控制精度高,焊接时间可控制在N个周波。
电容贮能焊机将电容中储存的能量一次性释放给焊接回路,输出能量调节靠控制电容的充电能量完成,通常有调节充电电压和电容容量两种方法,输出电流为脉冲电流,时间不能通过电子控制来调节。电流控制相对差些。
长期稳定性
不需更换核心零部件,能保证长期电流输出的稳定和一致。保证了焊接的一致性。
核心部件电容器是消耗品,需要定期检测电容器的能量,就像充电电池、笔记本电池一样,用了一段时间后,同样充满电,但能量已经不一样了。需要更换电容器。
焊接速度
焊接速度快,实际每分钟输出焊点可达500个,.高可输出焊点每分钟可达1200个焊点。
完全可配套自动化焊接设备。
电容贮能焊机需要合理的电容充电过程(否则电容容易损坏),降低了生产速度。
节能效果
逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
可节能50%以上。
电容贮能焊机的变压器实际工作在更低的频率,变压器铁心更大,损耗加大;电容充电回路也增加损耗。
设备体积与重量
逆变直流电阻点焊机变压器小、没有庞大的电容器组,设备较轻巧。
电容贮能焊机的变压器铁心大,储能电容也占据相当空间,设备笨重。
电极寿命
电极损耗小,可恒压
电极损耗较大
价格
价格稍贵(一次性投资)
价格稍便宜。但定期需要更换电容器,功率大的电容器价格也较贵。
电机铜管端子漆包线熔接,马达圆形裸端子焊接,C型窥口接线端子漆包线熔接
接线端子电磁线熔接,裸端子漆包线焊接,管形端子热熔接,铜管端子与电磁线,漆包线熔接
铜管漆包线(电磁线)熔接机热压焊工艺:
主要用于马达换向器、电磁阀线圈、变频电机等的焊接。
漆包线铜端子热压焊从原理上讲和电阻焊接一样,是把端子与有绝缘层的引线进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层这一工艺过程。
接线端子漆包线热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。
接线端子漆包线热压焊熔接是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
特别要注意导线的断线、镀层剥离不足、压夹不足等不良情况。也就是说要确实施行前面所述的品质管理工作。
JYD-40AL/AT铜管电磁线熔接机工作过程和步骤:
作为焊接支持,JYD-40AL/AT焊接机需要用到连接器或接线头(线耳)。一旦将连接器或接线头(线耳)在电极间放好,一个气动缸系统会使其锁定,以便能插入电线和电缆。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,同时电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
铜端子漆包线熔接机设备功能:
JYD-40AL/AT型焊接机的所有功能都由一个带显示屏和按钮的板面控制,在此定义了与焊接有关的所有参数。通过它可以管理60个功率值不同、焊接启用和间歇时间及斜坡时间不同、重复次数不同的程序。不同的焊接程序可以组合为一个循环,以便能将这些程序按一定的顺序不断地重复下去。LN-RRJ65型焊接机可以最多管理60个不同的循环。
事实上JYD-40AL/AT型焊接机可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
铜端子漆包线熔接机可选配件
PC接口软件;指示灯;冷气发生器;补充级气缸等等。?带有或不带有活性炭的抽气机;液压升降台;直径不同的电极;
铜端子漆包线熔接机技术参数:
电压: 380 V(±5%)50-60Hz 最大功率(占空因数):16KVA(50%)
工作压力: 6bar/0,6MP(冷空气发生器 7bar/0.7MP) 工作温度: +10°C÷+40°C
要求的空气流量: 19L/min(冷空气发生器 700L/min) 工作湿度: 0%-85%无冷凝
焊接温度: 600°C 耗气量: 5 L/min(冷空气发生器 700L/min)
程序数 60 点焊头压力范围: 气路/油路系统最大1000 Kg
循环数/分钟 15 焊接时间: 依焊接类型而定
电极直径: 6-35mm(外部) 循环平均时间: 4"
焊接范围: 整个截面直至 300 mm2 尺寸:(长x宽x高)mm 700x880x1520
最高声压级别: 加权声功率级 72 DBA
铜管电磁线熔接机的优势
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒就可以完成;










我司针对漆包线的焊接开发的逆变电源、全自动点焊机(焊接机)得到了众多企业的高度评价,节省了“锡焊”的成本,提高了焊接速度,提高了焊接工艺。
应用行业:变压器铜箔漆包线焊接,IC卡芯片漆包线焊接,电声漆包线镀锡铜片焊接,电感漆包线焊接,网络变压器漆包线焊接,网络滤波器漆包线焊接等等。
漆包线全自动焊接机特点:
1、以目前最先进的数字精密逆变点焊机为核心,热量输出稳定,动态响应快。
2、配以专用精密数显焊接机头,全自动辅助系统,操作界面直观、简捷,控制精确。
3、适用于铜箔与漆包线(电磁线)之间的高质量、高效率焊接,漆包线不用事先脱漆、不用焊锡、安全环保、无污染、可自动包胶布、自动送料、切料,各送料长度、焊点位置可通过人机自由设置。
4、可全天24小时不间断工作。
5、焊点细小牢靠、导电性好、无讯号衰减,在经受高温和低温时不会脱落。
6、由该工艺生产的变压器具有环保、可靠、电气性能优良、产品一致性好、成本低等特点,多家世界500强企业在大批量使用,为他们创造源源不断的财富,倍受用户欢迎。
7、适用范围:铜箔厚度为0.025-0.5MM,漆包线线径为0.01-2.0MM