






产品详情
工艺参数选择及技术要求
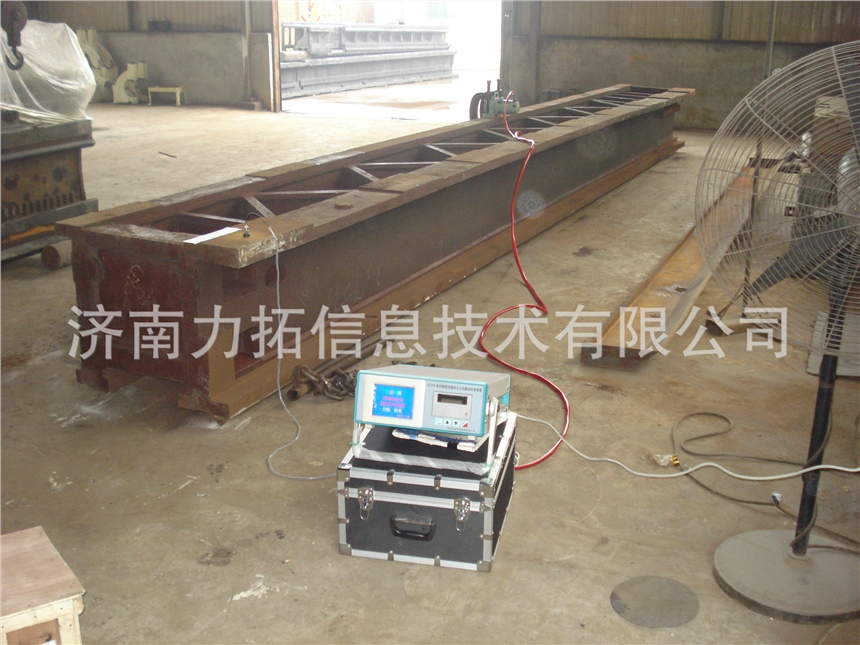
5.1 参数确定准则 振动时效设备 振动时效仪 振动时效机 货源充足
一般情况下,振动参数应在针对具体焊接构件的工况条件,分析并判断出构件在激振频 率范围内可能出现的振型基础上确定。 对重要构件或关键构件,可做实际边界条件下的动应力有限元分析,求解出结构件在一 定范围内(16H z~200Hz)的固有频率和振型,以确定支撑点、激振点和拾振点的位置。
5.2 直接振动
构件在激振频率范围内,如能激起响应,可以直接振动。
5.2.1 构件的支撑
对于可以直接振动的构件,可根据分析、判断出的振型,在节点处放置弹性支撑。支撑 点可为二点、三点或四点。 特殊构件的支撑应以平稳为准。
5.2.2 激振器的固定
激振器应刚性地固定在主振频率共振振型的波峰处或附近,固定处应当平整。
5.2.3 拾振器的固定
拾振器应固定在远离激振器且能反映主振频率振型最大振幅处或附近,其方向应与振动 方向一致。
5.3非直接振动 振动时效设备 振动时效仪 振动时效机 货源充足
对于无法直接振动的构件,应采取降频措施。主要的降频措施包括:悬臂、串联和组合 等方法。
5.3.1 悬臂振动
悬臂振动是将构件的一端刚性固定,激振器设置在另一端所进行的振动处理方法。
5.3.2 串联振动
串联振动是将两个或多个构件沿长度方向刚性连接,组成一个新的振动系统,并对此系 统进行振动处理。支撑点、激振器及拾振器的设置与直接振动时相同。
5.3.3 组合振动
组合振动是将多个构件装卡在振动平台上,按平台的振型确定支撑点、激振点和拾振点。
5.4 构件的试振 振动时效设备 振动时效仪 振动时效机 货源充足
5.4.1 通则
对其他材质焊接构件进行振动时效时,应首先进行类似材料及工艺的评定。 缺陷尺寸超出规定限值的焊接构件或结构设计不合理的焊接构件不允许进行振动时效处 理。
5.4.2 激振器偏心设置
激振器偏心挡位的选择应当满足保证构件产生合适振幅且装置输出载荷不超过额定载荷 的70%。
5.4.3 动应力方向
进行振动时效时,动应力方向应与构件主要焊缝的最大主应力方向相同或相近。
5.4.4 固有频率
工件的固有频率可以采用全程扫频的方法获得,也可通过频率分析方法获得。在寻找到 处理频率之后,在亚共振区内选择其振动峰峰值1/3~2/3处对应的频率开始振动工件。 全程扫频时,应根据寻找出的谐振峰确定主、附频率,按主振频率的振型调整支撑点、 激振点和拾振点。 采用频率分析方法时,可用激振器对工件做间隙式施振从而获得工件的固有频率,并在 多振型原则下,进行自动优化选择最佳频率组。
5.4.5 动应力 振动时效设备 振动时效仪 振动时效机 货源充足
动应力幅值应达到构件工作应力的1/3~2/3。
动应力可按下式估算:
(σb-σs)/3≤σd≤σb/3……………………………………………(1)
式中:
σd 为动应力幅值;
σs为材料的屈服强度;
σb 为材料的抗拉强度。
动应力幅值控制与构件的应力集中情况有关,当构件几何形状均匀、接头应力集中系数 较小时,动应力可取上限值(σb/3);当构件几何形状不均匀、接头应力集中系数较大时, 动应力可取下限值(σb-σs)/3。
5.4.6 振动时间
一般情况下,焊接构件的振动时效由如下三个阶段组成:
— 开始阶段(开始振动的约2min~3min):主要参数变化很快,构件的残余应力亦随之 变化很快;
— 中间阶段:参数和应力变化趋缓;
— 结束阶段(最后的约2min~3min):参数和残余应力基本上没有变化。 根据焊接构件振动时效的规律及特点,振动时效的时间一般控制在10min~45min 为宜。 对于刚度较大、结构较为复杂的构件而言,其振动时效所需的时间相对较长。 振动时效设备 振动时效仪 振动时效机 货源充足
5.5 构件的振动时效
需要进行振动时效的构件应按自动或预定参数完成主振和附振,并在线或最终打印下述 曲线:
— 振前a—n 曲线;
— 振中a—t 曲线(需要多阶谐振时,应打印出相应数量的a—t曲线);
— 振后a—n 曲线。
对于刚度大、结构复杂的焊接构件可考虑做多点多次振动,但累积时间不得超过45min。 振动焊接技术可用于构件的焊接修复,具体工艺应结合实际条件合理确定。
5.6 振动时效的工艺文件
对焊接构件进行振动时效时,应由技术人员编制并下达相应的振动时效工艺卡。
操作人员在完成振动时效操作后,应及时填写相应的操作记录卡。 振动时效工艺文件应按有关规定管理、存档。 振动时效设备 振动时效仪 振动时效机 货源充足
