










产品详情

销售电话:陈经理 133-8215-0072
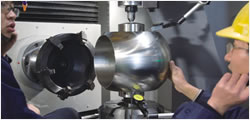
SMG系列数控球面磨床
SMG系列数控球面磨床是一种新型的数控球面磨床,底座采用T型结构,立柱采用框型结构,具有高强度、高刚性的特点。机床的磨头安装在主轴上,工件在一次装夹后可以自动连续地完成表面磨削加工。特别适用于中、小型球面零件的加工,广泛应用于球阀的磨削。
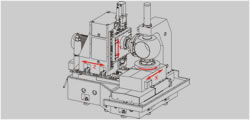

01、国内首创结构设计
机床数控回转工作台固定在滑座上,工件固定在回转工作台,磨头安装在主轴上,磨头旋转运动加上工作台旋转运动来完成球体的磨削。
02、T型结构底座
T型结构底座,具有高刚性,高稳定性。
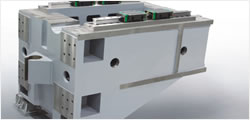
03、立柱
框式立柱,具有高抗扭抗弯性能。
04、独特的工件安装
工件垂直安装在工作台,避免球体自重引起的变形和轴承的受力,可提高机床加工精度,延长轴承寿命。


























|
名称 |
单位 |
SMG32H |
SMG63H |
SMG100H |
SMG240H |
|
|
加工范围 |
加工球体外径范围 |
mm |
SΦ75~320 |
SΦ320~630 |
SΦ630-1100 |
SΦ900-2400 |
|
加工球体内孔通径 |
inch |
2"~8" |
8"~16" |
16"~28" |
24"~64" |
|
|
砂轮主轴 |
电机功率 |
kW |
15 |
15/18.5 |
28 |
80 |
|
额定扭矩 |
N.m |
96 |
98 |
267 |
1910 |
|
|
主轴最高转速 |
rpm |
6000 |
2700 |
1500 |
500 |
|
|
工件主轴 |
电机功率 |
kW |
3.7 |
5.5 |
7.5 |
55 |
|
额定扭矩 |
N.m |
24 |
36 |
49 |
709.8 |
|
|
主轴最高转速 |
rpm |
60 |
30 |
15 |
10 |
|
|
行程 |
Y/Z |
mm |
200/500 |
200/300 |
400/900 |
800/2000 |
|
快移速度 |
Y/Z |
m/min |
18/20 |
18/20 |
16/16 |
6/4 |
|
机床精度 |
定位精度(Y/Z) |
mm |
0.008/0.008 |
0.008/0.008 |
0.011/0.016 |
0.020/0.016 |
|
重复定位精度(Y/Z) |
mm |
0.004/0.004 |
0.004/0.004 |
0.006/0.009 |
0.012/0.009 |
|
|
数控系统 |
|
SIEMENS 828D/NEWAY FANUC i Series |
SIEMENS 828D/NEWAY FANUC i Series |
SIEMENS 828D |
SIEMENS 828D |
|
|
机床净重 |
kg |
6000 |
6500 |
22000 |
85000 |
|
