



















产品详情
欧标H型钢焊接时形成的,连接两个被连接体的接缝称为焊缝。焊缝的两侧在焊接时,会受到焊接热作用,而发生了组织和性能变化,这一区域被称作为热影响区。焊接时因工件材料焊接材料、焊接电流等方面的不同。恶化焊接性这就需要调整焊接的条件,焊前对焊件接口处的预热、焊时保温和焊后热处理,可以改善焊件的焊接质量。
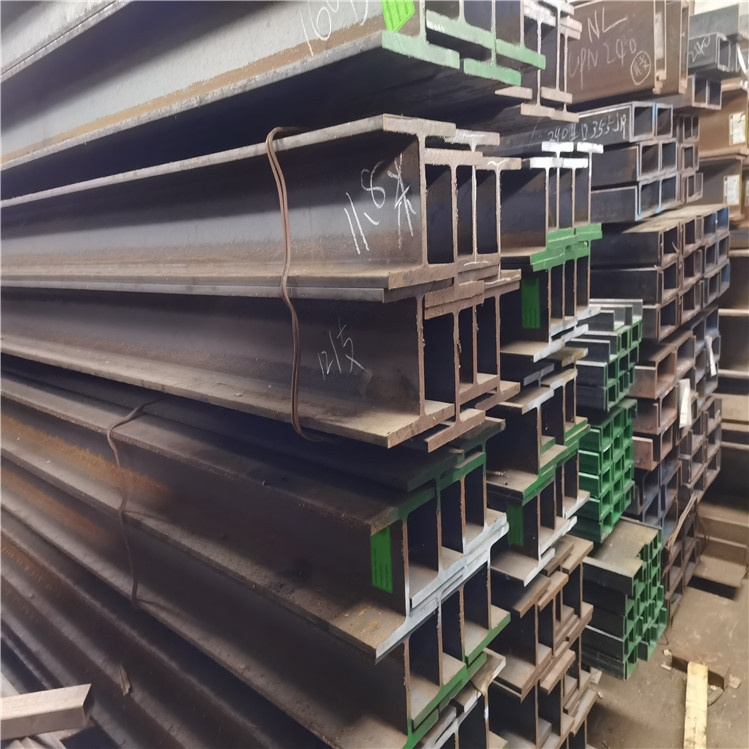
| HEA欧标H型钢规格型号表,执行标准:EN10025,德标H型钢IPBL,执行标准:DIN1025 | ||
| 销售:日标槽钢、日标角钢、欧标工字钢、欧标H型钢、美标H型钢 | ||
| 规格型号 | 材质 | 米重/公斤 |
| 欧标H型钢HE100A(96*100*5*8) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 16.70 |
| 欧标H型钢HE120A(114*120*5*8) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 19.90 |
| 欧标H型钢HE140A(133*140*5.5*8.5) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 24.70 |
| 欧标H型钢HE160A(152*160*6*9) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 30.40 |
| 欧标H型钢HE180A(171*180*6*9.6) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 35.50 |
| 欧标H型钢HE200A(190*200*6.5*10) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 42.30 |
| 欧标H型钢HE220A(210*220*7*11) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 50.50 |
| 欧标H型钢HE240A(230*240*7.5*12) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 60.30 |
| 欧标H型钢HE260A(250*260*7.5*12.5) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 68.2 |
| 欧标H型钢HE280A(270*280*8*13) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 76.4 |
| 欧标H型钢HE300A(290*300*8.5*14) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 88.3 |
| 欧标H型钢HE320A(310*300*9*15.5) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 97.6 |
| 欧标H型钢HE340A(330*300*9.5*16.5) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 105 |
| 欧标H型钢HE360A(350*300*10*17.5) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 112 |
| 欧标H型钢HE400A(390*300*11*19) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 125 |
| 欧标H型钢HE450A(440*300*11.5*21) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 140 |
| 欧标H型钢HE500A(490*300*12*23) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 155 |
| 欧标H型钢HE550A(540*300*12.5*24) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 166 |
| 欧标H型钢HE600A(590*300*13*25) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 178 |
| 欧标H型钢HE650A(640*300*13.5*26) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 190 |
| 欧标H型钢HE700A(690*300*14.5*27) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 204 |
| 欧标H型钢HE800A(790*300*15*28) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 224 |
| 欧标H型钢HE900A(890*300*16*30) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 252 |
| 欧标H型钢HE1000A(990*300*16.5*31) | S235/S275/S355/S460(JR/J0/J2/NL/ML) | 272 |



欧标H型HEA的各种压焊方法的共同特点,是在焊接过程中施加压力,而不加填充材料。多数压焊方法,如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有像熔焊那样的,有益合金元素烧损和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的优质接头。