











产品详情
深熔TIG高熔深焊机焊接系统比等离子弧焊熔深更大速度更快是将传统氩弧焊的高品质和清洁度与等离子焊接工艺的穿透深度相结合,这项专利技术是对钨极氩弧工艺进行广泛而科学研究,以及电弧特性,焊池稳定性,散热和工艺效率方面的创新成果。
K TIG深熔弧焊拥有8倍于GTAW的穿透率,使其能够在单道次厚度为16 mm的材料中执行X射线质量焊接,而无需边缘倒角。 由此产生的焊接速度高达传统TIG / GTAW的10倍。 耗气量减少90%以上,焊丝消耗量减少超过90%。K TIG深熔氩弧焊工艺的物理特性在焊接电弧中产生高能量密度,从而打开“锁眼”并完全穿透被焊接材料并高速焊接。 与钥匙孔几何形状相关的表面能量的*小化和电弧气体的相对不受限制的出口的组合产生了非常稳定和良性的熔池。通过该过程产生的金属表面张力防止熔池内的熔融金属从根面掉落进而达到动态平衡。
深熔tig焊接机焊炬设计用于将高电流电弧转换为等离子体射流,完全穿透材料并在材料底部形成高表面张力熔池,通过控制表面张力,K TIG深熔氩弧焊可以在焊接时保持并稳定熔融材料的重量。 这个过程的穿透能力因材料而异,例如它可以在厚度为13毫米的奥氏体不锈钢上实现全焊透的单道焊接,也可以在16钛合金上实现全焊透的单道焊接。 这种令人印象深刻的熔深能力的一个关键优势是,不需要边缘倒角或组对缝隙,所需要的只是一个简单的方形对接。

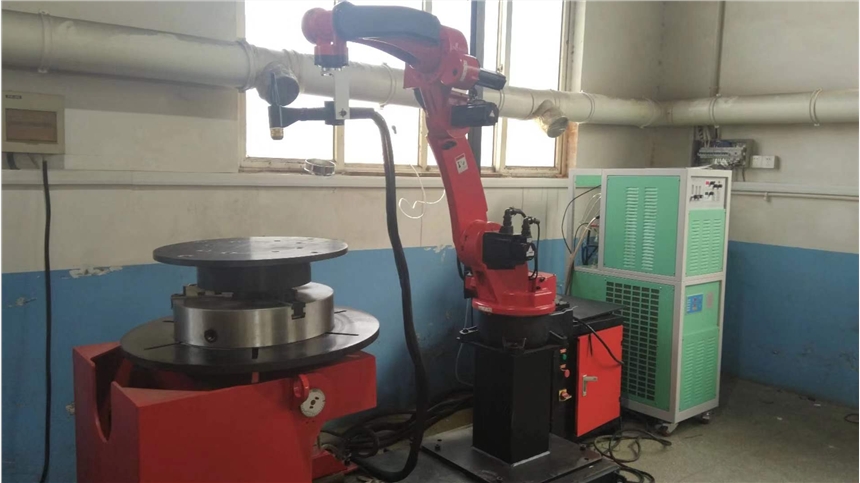
SWS-1000型高深熔STIG焊接系统采用一体化设计,焊接电源系统、冷却系统、弧压跟踪系统集成一体,设备简洁、优化故障率低,操作灵活方便。
SWS-1000型高深熔STIG焊接系统自带弧压跟踪系统,可以自动跟踪焊缝的高低变化,保证钨极与焊缝的距离恒定,增加对焊缝缝隙的适应性,实现焊缝的一致性和高品质,
同时,系统具备通信功能,可以实现与外围自动化设备的无缝连接,实现焊接参数(焊接电流变化:电流的上升、下降,气体保护时间的设置:提前送气、滞后停气等)的远程控制,满足焊接过程动态焊接的需求,实现全自动化焊接。
1、石油化工行业。
2、食品和制药行业。
3、航空航天。
4、电力行业,发电厂(包括核电工业)。
5、水处理行业。
6、造船。
7、锅炉及压力容器(主要包括:管道,热交换器,压力容器,储罐,反应器等常压及高压管道容器制造过程的直焊逢和环焊缝的焊接)。
8、大型基础设施建设中管道的预制及板材的拼合
1、高速度、高品质、高效率
SWS-1000型高深熔STIG焊接系统是采用高效电磁压缩电弧,电弧能量密度高,焊接过程形成稳定的小孔效应,穿透能力强,可一次性焊透10MM的钢板,单面焊双面成型,焊缝美观,焊接效率高焊接质量好,无气孔、夹渣等现象,拍片一次通过率达到95%以上,焊接速度快,以10mm的不锈钢为例焊接速度可达300mm/min是普通TIG焊的8倍以上,因此与传统的GMAW/TIG焊接工艺等比较具有明显的优势。 


2、节省人力物力,节省成本
SWS-1000型高深熔STIG焊接系统的高效焊接,一定厚度下无需开坡口的特点,省去了开坡口和坡口焊道的反复填充焊,可节省一定的设备、人力、耗材;一次性全熔透性的高质量焊接,减少了气孔、夹渣等现象,避免了其他常规焊接气孔、夹渣等现象的后期打磨补焊过程,大量的节省了人力;单面焊双面成型,背面焊缝窄,焊缝宽度在2-3mm左右,免去了背面清根的繁琐,节省大量的人力物力;同时在普通低碳钢中厚板焊接、厚板深坡口打底工艺上,其质量、效率及成本的优势也是目前其它技术无比拟的,比传统的埋弧焊、GMAW更具有竞争优势。

