
















产品详情
潍坊阶梯钻头定制 多种型号简介:
锐者精密工具有限公司可定制各种硬质合金和高速钢的阶梯钻头,并可根据客户需求定制加长、加粗、锥度、莫氏锥柄等的台阶钻头。并辅以超硬涂层,更耐用,加工孔壁光洁度高、孔径精度高等。

潍坊阶梯钻头定制 多种型号优势: 多年的数控刀具定制生产能力,加工台阶成型孔让您无忧的选择。

主营产品:阶梯钻头
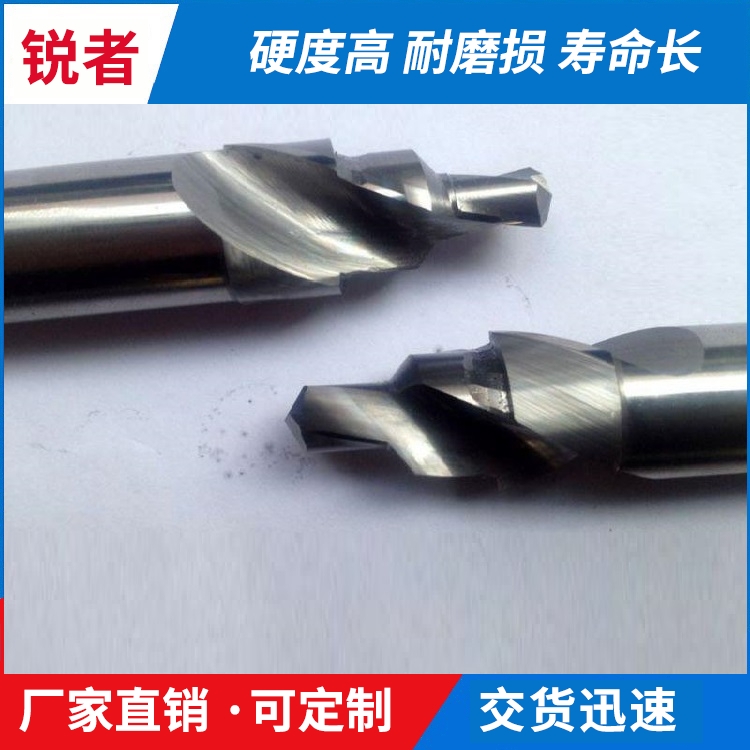
阶梯钻头的设计细节
根据阶梯钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。根据阶梯钻头的直径,外径4mm以下的钻头采用直线刃形,切削刃为直线;外周前角为负的设计,即使直径小也能确保工具的刚性、刃部强度、低切削阻力,这是两种刃形。外径4mm以上的钻头采用波纹状刃形具有广泛的切削槽设计,能够更好地排出切屑。
(1)钝化处理:制造硬质合金工具时,其主切削刀尖有一定的毛刺。不去除的话刀尖会有缺口,这个缺口在切削时会加剧磨损,严重影响工具的寿命。通过主切削刃钝化,刀尖形成r形圆弧,降低掉块的概率,可以改善孔的表面品质。刀尖强化处理是将阶梯钻头的刀尖做成小圆弧r,分散切削阻力,消除刀尖和韧带上的细小锯齿,提高刀尖的刚性。目前常用的钝化方法有尼龙刷钝化法、钝化机强化法、悬浮钝化法,比较常用的是研磨机钝化法。钝化机强化法:一次将18根阶梯钻头安装在钝化机上,在其下桶中加入金刚石磨砂,然后将阶梯钻头插入金刚石磨砂中,自转公转,几分钟后使钻头刀尖均匀钝化。钝化量的大小与时间有密切的关系,通过严格控制钝化时间可以确保钝化量,控制和提高钻头的寿命。为了避免阶梯钻头的主切削刃过于锋利,需要对主切削刃进行负倒角。根据加工材料的不同,主切削刃的副倒角略有不同。钢部件负倒角值为0.06-0.08mm,铸铁为0.08-0.10mm,不锈钢为0.02-0.03mm,铝合金为0.01-0.015mm。负倒角钝化量用双镜头五轴测量仪直接测量。
(2)涂层处理:阶梯钻头刃部涂层处理的影响大,涂层后的耐磨损性增加,孔的表面品质提高,可以良好地改善断屑器和断屑器的排出而使用寿命是5-10倍。
服务地区:潍坊

加工微型孔使用哪种阶梯钻头更好?
微型孔在五金产品行业里面很常见,那么到底什么是微型孔呢?加工不锈钢微型孔使用哪种阶梯钻头更好呢?我们就一起看看看。微型孔就是指孔径在3.175以下的。要留意便是孔的精度,一般来说孔径越小,中心更难掌握,如果钻头的中心不对,那么钻出来的孔就肯定不合格,因此选择好的钻头重要,通常加工微型孔会使用阶梯钻头。微型孔不仅能够用阶梯钻头加工,也能够用高速钢钻头加工,但是阶梯钻头是大部分厂家的选择,因为大部分人认为不锈钢材质坚硬。虽然不锈钢硬度高,但是它仍然可以被很好的加工,尽管速度不尽如人意,所以大部分人会选择阶梯钻头,节省时间就是节省成本。微型孔加工说难不难说简单也不简单,要想挑选到质量好的的阶梯钻头是不容易的,但是想要挑选一家专业的阶梯钻头厂家难。

试一下这几个办法,解决阶梯钻头加工异常!
阶梯钻头的呈现,钻削加工的概念也发作了改动。经过正确选用适宜的硬质的阶梯钻头,能够大幅度进步钻削生产率,下降每孔加工成本。选对合适的钻头,还要会合理使用钻头。阶梯钻头遇到的问题以及解决方案。孔径过大1、钻头装夹欠好,主轴自身跳动量过大(选用质量好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。孔径一致性欠安1、锋角不对称,刃高差过大,横刃偏疼,刃带棱面磨损过大(从头刃磨钻头,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动量过大,工件装夹不结实(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。3、进给速度过大(下降进给速度)。4、切削液供应不充足(改动切削液供应办法,添加流量)。
孔方位度欠好,中心距离一致性差1、钻头装夹欠好,主轴自身跳动过大(选用好的刀柄及夹具,校对主轴,每次装夹钻头时细心丈量与调整)。2、吃刀时发作误差(进步刀具与机床的刚性,进步工件与夹具的刚性,选用吃刀性好的钻型,查看吃刀面的水平度)。3、机床精度丢失(查看机床精度)。4、钻头定心作用欠好,横刃偏疼(从头刃磨,刃磨后精度查看)孔直线度,笔直度欠好1、刀具磨损过大(从头刃磨)。2、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。3、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。4、被切削平面不平(查看预加工面的水平度)。
孔圆度欠好:1、锋角不对称,刃高差过大,横刃偏疼(从头刃磨校对,刃磨后精度查看)。2、钻头装夹欠好,主轴自身跳动过大,工件装夹不结实(选用质量好的刀柄及夹具,每次装夹钻头时细心丈量与调整,校对主轴,保证工件装夹的一致性)。3、后角过大(从头刃磨)。4、刚性缺乏(进步机床、夹具、钻头、等刚性强度)。内孔表面质量欠好1、刃磨不妥(从头刃磨)。2、切削液供应缺乏或类型不适配(改动切削液供应办法,添加流量,选用润滑性好的切削油)。3、钻头装夹欠好,主轴自身跳动过大(选用质量好的刀柄及夹具,校对主轴)。4、进给速度过大(下降进给速度)。5 、切削刃磨损过大,刃带棱面粘接严峻(从头刃磨校对)。6、切屑堵塞(从头挑选钻头:刃沟槽型、螺旋角等,调整加工办法:进给速度的调整,选用分段阶梯式办法)。
